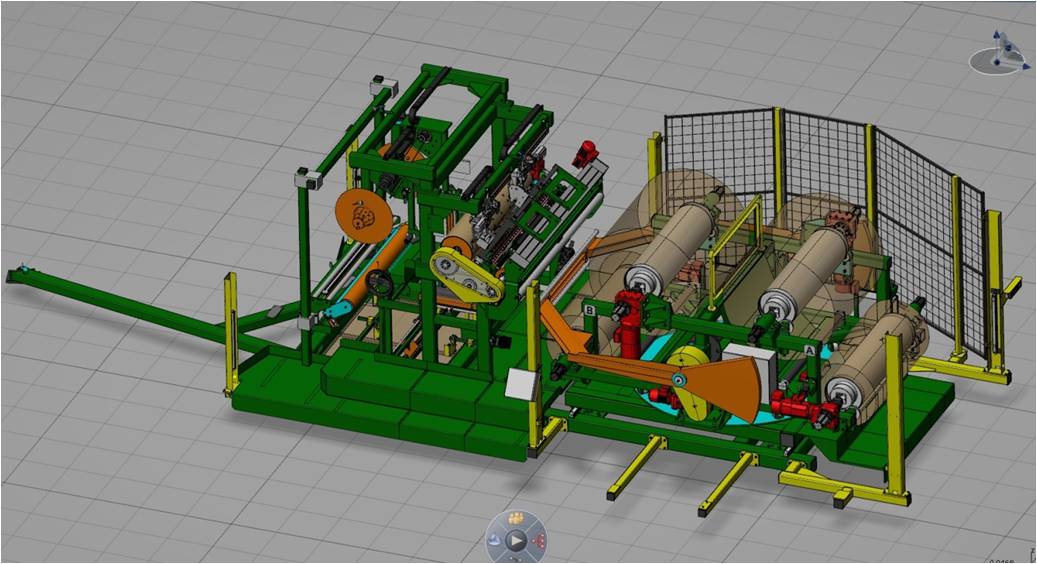
鋼絲簾布(直裁\斜裁)裁斷生產線 功能特點
結構介紹 雙料卷– 1 個導開工作, 1 個輔助 § 新的二階段料卷定中系統 § 新的導開滾輪設計 § 料卷預定中範圍±100 mm § 新舊料卷自動拼接 § 邊緣檢測
餵料單元 §延長使用壽命的鋼性結構-->消除材料移動後所造成的動態力量 §圓形螺帽增加線性模組的使用壽命
裁斷單元(鍘刀式) §以電機取代氣動式的傳送帶,達到裁刀與傳送帶的同步位移 §消除輸送帶的橫向移動 §以磁性原理固定材料 §裁刀表面有陶瓷覆層以防止廉布沾到刀上 §降低裁刀切割到裁斷平台的機率 §全新的空壓吹氣裝置 §裁刀長度增加至4300mm
自動搭接單元 §新設計的接頭分離氣動裝置 §標準設計元素 §拼接檢測系統
§陶瓷覆層的圓盤刀 §新的刀片更換設計 §標準設計元素
小車或者料捲式捲取 §帶束層達到650 MM (可根據客戶要求達到1000 MM) §胎體簾布達到1350 MM (可根據客戶要求達到4000 MM) §自動捲取/ 捲取完成判定(交叉式)
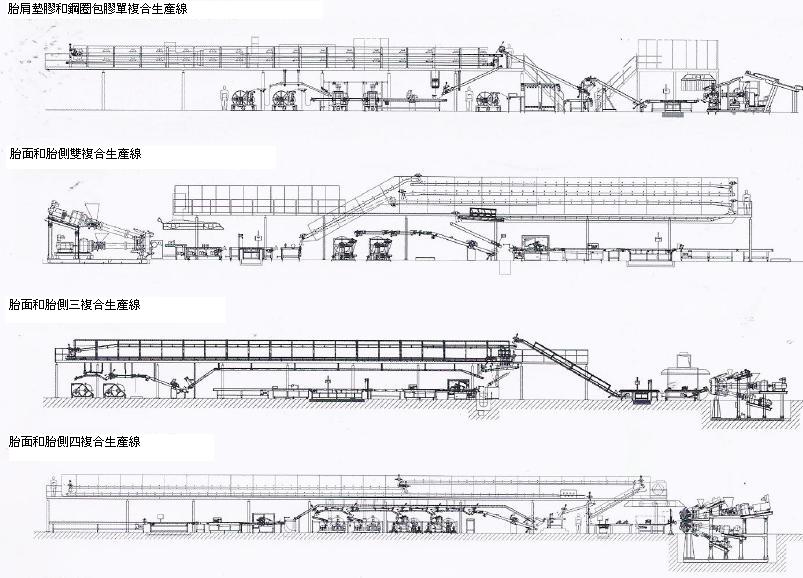
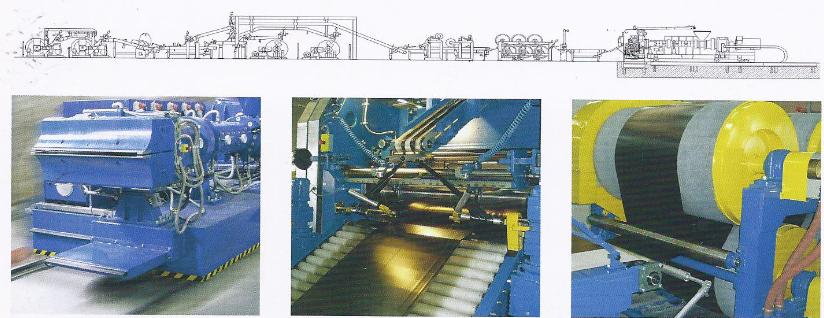
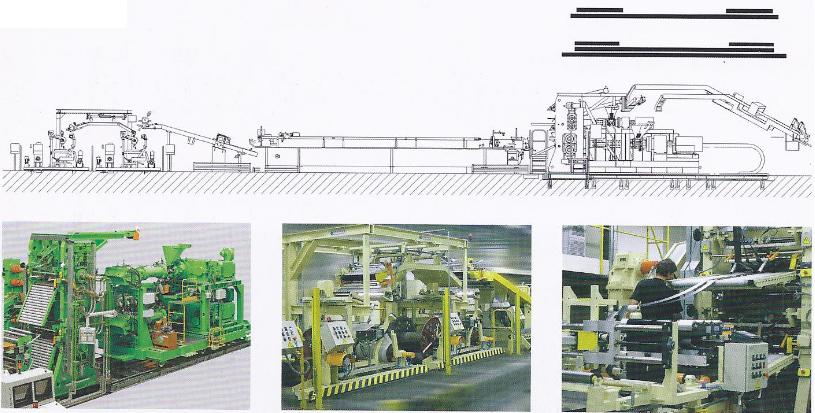
擠出生產線 - 胎面擠出 特點:
擠出生產線 主要結構: 帶冷貼系統的單輥筒機頭擠出線
帶熱貼系統的雙輥筒機頭擠出線
鼓式冷卻裝置 特點 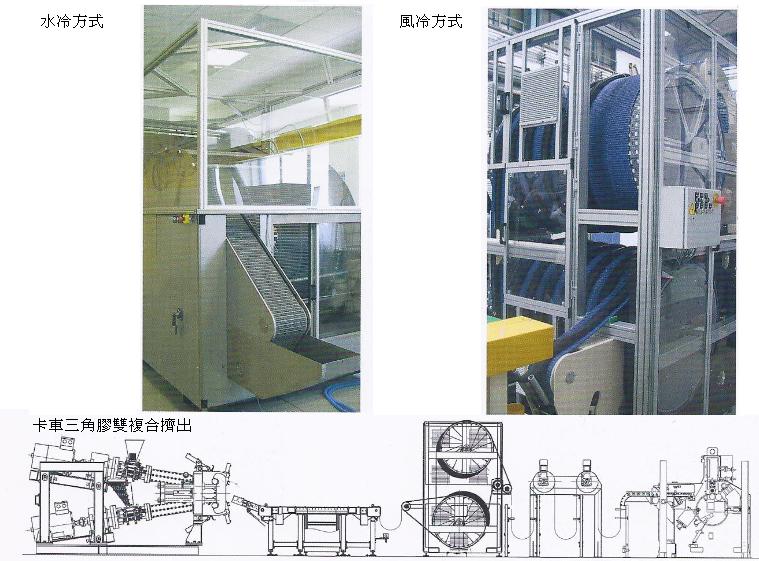
|
||||||
|
|